
Views: 0 Author: Site Editor Publish Time: 2025-11-12 Origin: Site
When you see the smooth, transparent layer between two sheets of automotive glass, you’re looking at PVB film — the invisible hero that gives laminated glass its strength and safety. Behind the creation of that film lies a remarkable technology: the PVB film extrusion line.
In this guide, we’ll explain what a PVB film extrusion line is, how it works, and why leading manufacturers like Foshan Bkwell Machinery Co., Ltd. are at the forefront of this technology.
PVB (Polyvinyl Butyral) is a special polymer known for its optical clarity, flexibility, and strong adhesion to glass. These properties make it the ideal interlayer in laminated safety glass, which is used in cars, buildings, and even solar panels.


High transparency – Clear visual appearance for windshields and architectural glass.
Impact resistance – Holds shattered glass together during impact.
UV resistance – Blocks harmful ultraviolet radiation.
Sound insulation – Reduces noise transmission in buildings and vehicles.
Weather durability – Performs well across temperature and humidity extremes.
| Industry | Application | Benefits |
|---|---|---|
| Automotive | Windshields, side and roof glass | Safety, optical clarity, noise reduction |
| Construction | Laminated safety glass | Structural integrity, UV blocking |
| Photovoltaic | Solar panel encapsulation | Long-term stability, transparency |
| Decorative / Architectural | Colored or patterned glass | Aesthetic appeal, safety |
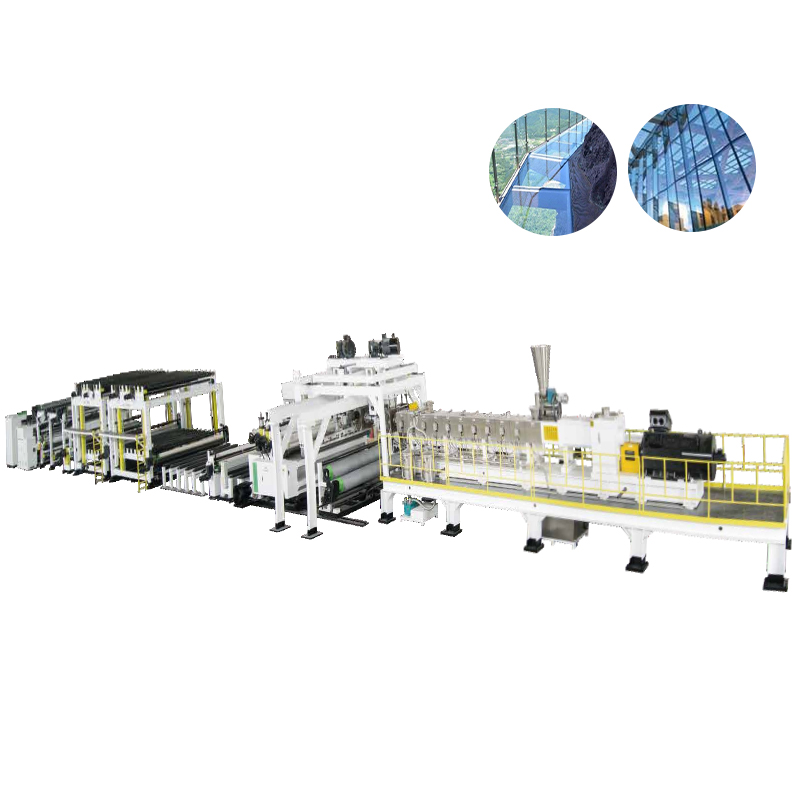
A PVB film extrusion line is a fully automated production system that transforms PVB resin into continuous, uniform films through heating, melting, extruding, and calendering.
This advanced machinery combines precision temperature control, screw design, and intelligent automation to ensure the film meets exacting quality standards for safety glass and other applications.
Continuous production: Consistent film thickness and reduced waste.
Energy efficiency: Controlled heating zones optimize power use.
Better quality: Smooth surface finish, no bubbles, excellent transparency.
Automation: Easier operation and less manual adjustment.
The process begins when PVB resin granules or flakes are loaded into a drying and feeding system.
Because PVB absorbs moisture easily, drying is essential — usually at 60–80°C for several hours — to prevent bubbles and haze in the final film.
Inside the extruder, a precision-engineered screw rotates within a heated barrel.
The screw compresses and melts the resin gradually.
Heating zones (feed → compression → metering) maintain uniform temperature.
The molten material becomes homogeneous and ready for shaping.
Foshan Bkwell Machinery’s extruders feature optimized L/D ratios and multi-zone temperature control for stable, bubble-free PVB melts.
The molten resin flows through a filter system that removes impurities.
Then, a melt pump ensures a steady, pulsation-free flow to the die, maintaining consistent thickness and film quality.
The melt passes through a T-die or flat die, spreading evenly to form a wide, thin film.
Die lips are adjustable to control film width and uniformity.
The die temperature (200–230°C) ensures perfect flow and transparency.
The newly formed film passes through three precision-calendered chill rolls that shape and cool it simultaneously.
Roll temperature control gives the film a glossy, even surface.
Thickness tolerance can be as precise as ±0.01 mm.
Finally, the edges are trimmed, and the film is wound into rolls under tension-controlled winding systems.
Each roll is automatically labeled, cut, and prepared for lamination or storage.
| Component | Function | Key Features |
|---|---|---|
| Drying & Feeding System | Removes moisture from resin | Dehumidifying dryers, automatic loaders |
| Extruder | Melts and mixes PVB resin | Single-screw, precise temperature zoning |
| Melt Pump & Filter | Stabilizes pressure and filters impurities | Fine mesh screen changer |
| T-Die Head | Shapes molten resin into film | Adjustable die lips, uniform flow |
| Calendering Unit | Smooths and cools film | Three-roll system with temperature control |
| Winding System | Collects and rolls the film | Automatic tension and alignment control |
| PLC Control Panel | Central operation system | Touchscreen interface, real-time data monitoring |
| Parameter | Recommended Range | Description |
|---|---|---|
| Extrusion Temperature | 160–230°C | Depends on resin type and film thickness |
| Screw Speed | 20–80 RPM | Adjusted for output and melt quality |
| L/D Ratio | 28–32 | Longer screws improve mixing and melt stability |
| Compression Ratio (ε) | 2.0–2.8 | Balances shear and pressure for uniform melt |
| Calender Roll Temp | 30–60°C | Affects gloss and surface quality |
| Film Thickness | 0.38 mm / 0.76 mm typical | Based on laminated glass standards |
Making high-quality PVB film isn’t just about using the right materials — it’s about getting the extrusion process perfectly tuned. Every small detail counts. From barrel temperature to screw speed, the right balance ensures that the film stays clear, bubble-free, and consistent from edge to edge. Let’s break down how to optimize each factor for the best extrusion results.
PVB resin is sensitive. Too much heat burns it. Too little leaves unmelted spots. The goal is stable, gradual heating through each zone of the barrel.
| Zone | Function | Typical Temperature (°C) | Key Notes |
|---|---|---|---|
| Feed Zone | Start of melting | 40–60 | Keep low to prevent bridging or sticking |
| Compression Zone | Main melting area | 150–180 | Steady heat ensures uniform melt flow |
| Metering Zone | Homogenizing the melt | 180–210 | Avoid spikes to prevent bubbles |
| Die Zone | Film shaping | 200–230 | Fine-tune for smooth, glossy surface |
Tips:
Keep heaters evenly spaced to prevent cold spots.
Watch for discoloration — it means overheating.
Always preheat the die slightly higher than the metering zone for stable flow.
The screw is the heart of the extruder. Its geometry decides how smoothly PVB melts and mixes.
| Parameter | Ideal Range | Why It Matters |
|---|---|---|
| L/D Ratio | 28–32 | Longer screws improve melting and mixing |
| Compression Ratio | 2.0–2.8 | Helps control shear and output pressure |
| Screw Speed | 20–80 RPM | Balances output and melt quality |
Quick Tips:
Use a progressive compression screw for even melting.
Avoid running at high RPMs — it overheats the melt.
Add a mixing section or barrier flight to improve melt uniformity.
When you adjust screw speed, change it gradually. Sudden jumps can cause pressure shocks or uneven flow.
Think of melt pressure as the heartbeat of the line. Too high, and the film tears or scorches. Too low, and the flow becomes uneven.
Keep melt pressure within a steady operating window (usually 8–15 MPa).
Use a melt pump for consistent flow and thickness.
Monitor back pressure — a small increase helps mixing but adds heat.
A stable pressure curve means stable quality. Fluctuations show something’s off — maybe the filter or die is clogged.
Cooling decides the final texture and clarity of PVB film. The calendering section should cool the melt evenly without stressing it.
| Setting | Typical Range | Effect on Quality |
|---|---|---|
| Roll Temperature | 30–60°C | Higher temp = glossy film; lower temp = matte surface |
| Roll Pressure | 1.5–3.0 MPa | Keeps thickness uniform |
| Nip Speed | Match extrusion speed | Prevents stretch marks and tension lines |
Pro Tips:
Use independent temperature control on each roll for precision.
Adjust roll pressure carefully — too much causes stress whitening.
Maintain smooth roll surfaces; scratches show on the film instantly.
PVB resin is hygroscopic — it loves water. Moisture leads to haze, bubbles, or cloudiness. Keep it dry.
Pre-dry resin at 60–80°C for at least 3–5 hours.
Use dehumidifying dryers to keep humidity under 0.3%.
Maintain clean surroundings — even dust can mark the film.
Room temperature around 22–25°C keeps process stable.
When switching resin batches, test melt flow first. Minor differences in viscosity can affect setup parameters.
Modern extrusion lines use intelligent control systems to optimize film quality automatically.
Digital temperature controllers keep each zone stable.
Pressure sensors detect clogs or die misalignment.
Laser gauges measure thickness in real time.
AI-based feedback systems adjust temperature and screw speed automatically.
These systems reduce trial-and-error adjustments, saving time and material.
| Technology | Function | Benefit |
|---|---|---|
| PLC + Touchscreen Control | Real-time monitoring | Simplifies operation |
| Closed-Loop Pressure Control | Maintains constant flow | Reduces film variation |
| Auto-Thickness Adjustment | Real-time correction | Perfect uniformity |
| Issue | Likely Cause | Fix |
|---|---|---|
| Bubbles in film | Moisture in resin | Increase drying time, check hopper |
| Yellow film | Overheating | Lower barrel or die temperature |
| Wavy surface | Cooling imbalance | Adjust roll temperature |
| Thickness uneven | Die gap or pressure issue | Clean filter, balance melt flow |
| Dull surface | Low roll temperature | Raise roll heat or polish rolls |
Even small changes — a few degrees or RPMs — can bring film quality back to perfection.
Even the most advanced PVB film extrusion line can face challenges during production. Bubbles, haze, yellowing — these problems frustrate operators and waste material. The good news? Most issues have clear causes and simple fixes once you know where to look. Let’s explore the most frequent problems, why they happen, and how to solve them quickly.
If your film looks cloudy or filled with small bubbles, it’s usually a moisture or temperature problem. PVB resin absorbs water easily, and trapped moisture turns into vapor when heated.
| Cause | Description | Solution |
|---|---|---|
| Moisture in resin | Water vapor creates bubbles during melting | Pre-dry resin at 60–80°C for 3–5 hours |
| Overheating in barrel | Excess heat decomposes the polymer | Lower compression and metering zone temperatures |
| Air trapped in melt | Poor venting or blocked filter | Check vent port and clean filters regularly |
| High screw speed | Too much shear adds air into the melt | Reduce RPM or add a vented section |
Tip: Use a dehumidifying dryer instead of a hot-air dryer — it keeps humidity below 0.3%, preventing haze entirely.
A yellow tint or burnt smell means the resin is degrading under heat. Once that happens, optical clarity drops fast.
Possible Causes:
Barrel or die temperature too high.
Long residence time inside the extruder.
Contaminated raw material or recycled resin.
Fixes:
Lower temperature in the metering and die zones by 10–15°C.
Reduce screw speed to shorten material exposure to heat.
Use clean, virgin resin or pre-filtered regrind.
Inspect heaters and thermocouples for uneven heating.
Pro move: Keep melt temperature below 230°C for PVB. Anything higher risks discoloration and poor adhesion.
When one side of the film feels thicker, it’s not your imagination. It’s usually an issue in pressure balance or die alignment.
| Cause | Effect | Recommended Action |
|---|---|---|
| Clogged filter or screen | Restricted flow on one side | Replace filters, clean breaker plate |
| Die lips misaligned | Uneven extrusion gap | Adjust die bolts or lip alignment |
| Unstable melt pressure | Inconsistent flow to die | Stabilize pressure via melt pump |
| Roll pressure imbalance | Film stretches unevenly | Calibrate roll gap and nip force |
Also, make sure temperature across the die stays uniform. Even a small 5°C difference can cause one edge to thicken.
Surface marks can ruin a perfect film roll. They often trace back to contaminated equipment or worn surfaces.
Common Causes:
Dust or dirt particles in the resin feed.
Scratched calender rolls or die lips.
Stuck residue from previous runs.
Quick Fixes:
Clean hopper and feeding system before each batch.
Polish or replace scratched rolls.
Use purging resin when changing colors or grades.
Inspect die regularly — even a tiny burr can leave visible lines.
Tip: Always cover film rolls during cooling. Airborne dust can embed into soft PVB surfaces.
Edge deformation looks minor but can cause big issues in lamination. It’s usually from uneven cooling or tension.
| Issue | Likely Cause | Correction |
|---|---|---|
| Curling inward | Uneven cooling between top and bottom rolls | Balance roll temperatures |
| Wavy surface | Excessive tension at winder | Adjust tension control and winding speed |
| Edge warping | Uneven film thickness | Calibrate die and nip pressure |
| Film slippage | Improper roll pressure | Increase nip pressure slightly |
Keep a close eye on the temperature difference between calender rolls — aim for less than 3°C variation.
Sometimes the PVB film doesn’t stick properly to glass during lamination. This usually points to surface contamination or aging of the film.
Why It Happens:
Dust, oil, or silicone residue on the glass.
Film stored too long in humid conditions.
Incorrect lamination temperature or pressure.
How to Fix It:
Clean glass with alcohol or specialized detergent.
Keep film sealed in moisture-proof packaging.
Use lamination temp around 130–145°C and steady pressure.
Replace old rolls if they exceed shelf life (typically 6 months).
Pro tip: Store PVB film in a controlled environment — 23°C, below 30% humidity — for best bonding results.
If the extruder stops unexpectedly or output fluctuates, it’s time to check the system — not just the material.
Potential Reasons:
Sensor failure or false signal.
Blocked melt channel or filter clogging.
Inconsistent power supply or temperature overshoot.
Troubleshooting Steps:
Check PLC error log for fault codes.
Inspect heaters, sensors, and wiring for damage.
Replace or clean blocked filter screens.
Restart using lower barrel temperature to prevent resin burn.
A reliable preventive maintenance schedule avoids most of these shutdowns before they happen.
| Problem | Likely Cause | Recommended Fix |
|---|---|---|
| Bubbles / Haze | Moisture in resin | Dry resin, reduce temperature |
| Yellow Film | Overheating | Lower melt temp, slow down screw |
| Uneven Thickness | Die imbalance | Adjust die lips, clean filter |
| Scratches | Dirty rolls | Clean or polish rollers |
| Edge Curling | Uneven cooling | Balance roll temp and pressure |
| Poor Adhesion | Contamination | Clean glass, store film dry |
| Auto Shutdown | System error | Inspect sensors, clear filter |
To minimize recurring defects, make maintenance a routine, not a reaction.
Clean the die, screw, and barrel after every production shift.
Replace filters before they reach 80% clogging.
Calibrate temperature sensors monthly.
Lubricate mechanical parts as per manufacturer’s schedule.
Keep a log of all parameter changes and observed issues — patterns reveal root causes fast.
Modern extrusion lines focus on energy saving and sustainability — a commitment that aligns with Bkwell’s mission.
Reduces energy consumption by up to 35%.
Ensures faster, more uniform heating.
Less thermal stress on machine components.
PLC and touchscreen interfaces simplify operation.
Automated feedback loops maintain steady output.
Self-learning algorithms optimize temperature zones.
Support for recycled PVB resin from laminated glass waste.
Lower carbon footprint and waste generation.
Foshan Bkwell Machinery Co., Ltd. integrates energy-saving and eco-friendly designs across all extrusion systems, helping customers reduce costs while protecting the environment.
Always wear gloves, goggles, and safety shoes.
Keep area free of slip hazards and hot surfaces.
Never open the die or barrel during operation.
Clean screw, barrel, and die regularly using non-abrasive methods.
Inspect heaters, sensors, and seals weekly.
Replace worn parts promptly to prevent defects.
Founded in 2017, Foshan Bkwell Machinery Co., Ltd. is a high-end plastic extrusion machinery manufacturer under the Jwell Group, based in Shunde District, Guangdong, China.
Bkwell specializes in R&D, production, and sales of advanced extrusion lines — including PVB film extrusion equipment designed for automotive, construction, and photovoltaic industries.
Global Reach: Factories in South China and Thailand, serving Southeast Asia and beyond.
Innovation Focus: Advanced R&D in high-end extrusion molding and digital controls.
Custom Engineering: Tailored lines to match your resin, thickness, and output needs.
Sustainability Commitment: Machines that reduce energy and material waste.
After-Sales Support: Installation, training, and lifetime technical assistance.
When you invest in a PVB film extrusion line from Foshan Bkwell Machinery, you’re investing in consistent performance, efficiency, and global-level engineering.
PVB film plays an essential role in modern safety glass and solar products — and a PVB film extrusion line is where that story begins.
By combining precision engineering, smart control systems, and sustainable technology, Foshan Bkwell Machinery Co., Ltd. delivers reliable extrusion solutions trusted worldwide.
Whether you’re setting up a new production line or upgrading your existing one, Bkwell’s expertise ensures that your investment leads to superior film quality, higher output, and long-term profitability.











